Rising stem ball valve manufacturers carefully design these valves with several special components that work in harmony to deliver perfect sealing in order for them to function smoothly and for a longer period of time without any demand for maintenance. Below, we’ve attempted to outline a few of those elements.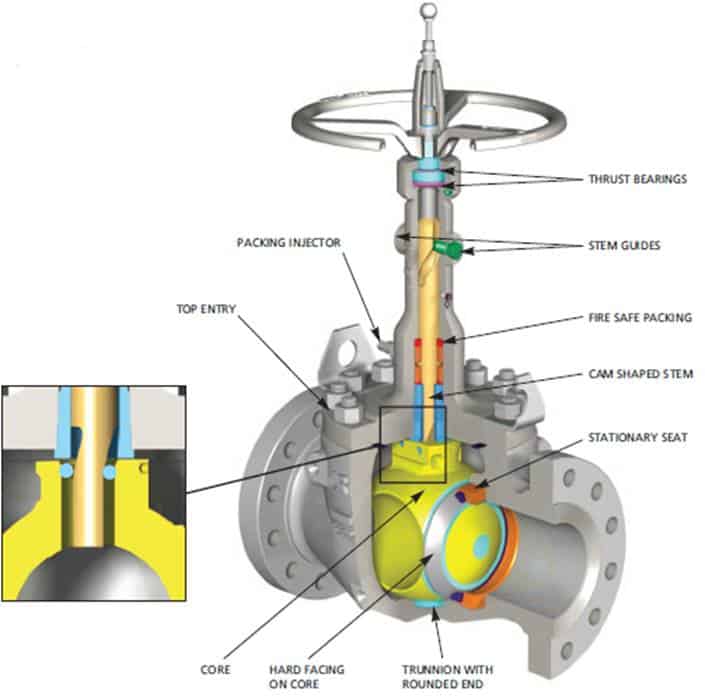
- Valve Body: The body comes in several different corrosion resistant alloys and is generally made of carbon or stainless steel. It has been precisely developed for complete dependability and easy maintenance. The basic dimensions, including face-to-face and flange dimensions, meet all applicable API and ASME requirements. Except for Class 150, when it is oval, the body-to-bonnet flange is round. For Class 150 valves, the body-to-bonnet junction has a flat face, for Class 300, a male-and-female valve, and for Class 600 and higher, a ring joint. In essence, the body is outfitted with regenerative seats. For drain taps or bypass plumbing, there are bosses available. It is possible to thoroughly line or clad the interior surfaces that come into contact with the fluid to increase their resistance to corrosion or degradation.
- Bonnet: The bonnet is made of carbon or stainless steel and is offered in several various CRAs, identical to the body. It has a stuffing box that is designed in compliance with API standards and is machined to accommodate a yoke sleeve. On the bonnet surface, integrated lifting hooks could be placed.
- Seal: Rising stem ball valves are supplied with welded-in seat rings. a three-piece seat made up of a metal O-ring, an interior and an exterior ring. The rings are a component of the valve’s trim. They might be press-fit designed for simple replacement or externally threaded and internally notched for simple assembly and disassembly. The seating surfaces receive particular consideration and are lapped and ground for a tight seal. One simple illustration is a metal sealing valve seat. On request, non-metal sealing valve seats and bolted valve seats are available.
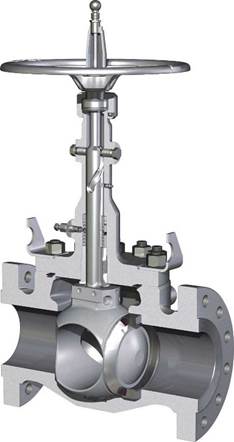
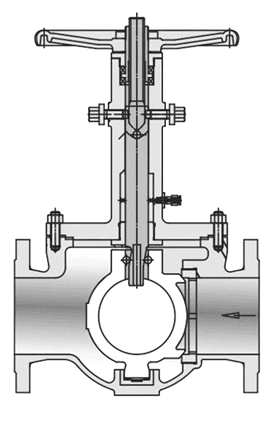
- Stem: The distinctive design of the stem is a development from the standard ball valve utilised by other manufacturers. A flat surface at the top of the helix is intended to wedge the ball against the seat. As a result, the valve is torque-seated, regardless of differential pressure, to provide a high level of tightness. When opened and closed, the RSBV stem moves very little axially. The stem is consistently in equilibrium. When opening and shutting, NO stem rotation happens in conjunction with axial movement, improving the performance in terms of material wear and fugitive emission. The travel is also adjusted to the bare minimum in order to fit smaller and minimize cycle time.
- Stem Guides: The symmetrically positioned valve stem guide slots and guide pins facilitate quick lifting and rotation of the rising stem ball valve stem by preventing imbalanced force during valve stem movement.
- Ball: The specific spherical closure revolves around the outside diameter of the stem and a lower trunnion. When opening and shutting, the ball never touches the seat. For the valve to effectively seal, it must only be in the fully closed position where it is jammed against the seat. When completely extended, the circular hole enables a hollow tube design for minimal pressure losses. The sitting surface of the ball can be hard-surfaced depending on any specific requirement.